I. The problem
When turning threads on a CNC lathe, it is common to encounter problems such as
(1) The thread cutter is damaged midway through the thread turning process.
(2) You want to change a thread finishing tool to finish turning threads at high speed.
(3) When the threads are removed after turning, the depth is not sufficient. When we encounter these problems, we are often at our wits' end, because after changing the tool or re-clamping the workpiece, it is difficult to align the thread cutter with the original spiral groove, and the starting position cannot be found, always messing up the thread.
Secondly, the principle of turning threads on a CNC lathe
To solve these problems, we first need to understand the principle of turning threads on a CNC lathe. To complete the cutting thread must be accurate to do a turn of the workpiece, the tool feed a guide. To do this, the CNC lathe is equipped with a spindle encoder. Its synchronous pulses are used as the cutting signal for the tool feed and withdrawal points, so that the number of pulses of the feed servo motor has a corresponding relationship with the spindle speed. However, there is no direct mechanical connection between the rotation of the CNC lathe spindle and the feed movement. Therefore, when the tool is reloaded or the workpiece is re-clamped, it is not so easy to make the tool tip cut along the original spiral groove.
Third, there are already prevention and control measures
At present, when turning threads on CNC lathes in enterprises, most of them use a machine tool for turning. Rough and fine are used - a knife, the same speed. If the knife breaks down in the middle of the process, the tool bar is not removed and the blade is directly replaced to prevent messy threads. But if rough turning. Fine turning two tools separately for turning or parts re-clamping, it will bring the problem of messy teeth.
Fourth, the solution to the problem
If the tool is damaged during the thread turning process or if you want to change a fine turning tool to finish the threads. Once the new tool has been installed, simply re-align the tool. When setting up the tool, the x-direction is easy to set up, but the key is to set up the tool in the z-direction. Many people move the tool tip to the end face of the workpiece by feel, as in figure (1). The error in tool setting is larger than that in rough turning. Fine turning will not work. Here, I would like to introduce you to a method. You can use an existing angle sample or a sample you have made yourself, as shown in Fig. (2). Accurately measure the distance L in the diagram.
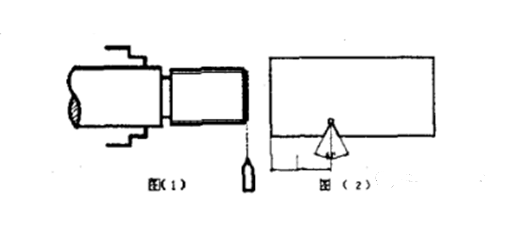
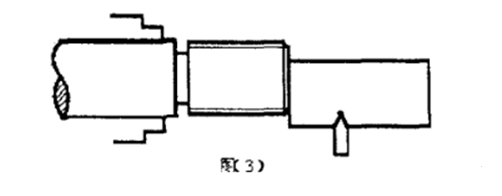
When setting up the tool, as shown in figure (3). The sample plate is placed against the end face of the workpiece. Move the tool into the inner corner of the sample plate. Then input the Z force to the tool complement value L into the system. This tool setting method is highly accurate and suitable for fine turning.
2) Repair of single or small batch threaded parts
If a threaded part is turned and removed, it is found that the depth of the tooth is not sufficient and needs to be repaired by re-clamping, this is a rather problematic situation. The first thing to do is to solve the problem of runout after the part has been reassembled. An open sleeve can be made to eliminate the runout error, and I believe most people know this method, so I won't go into it again. The rest is to solve the problem of the tool cutting along the original spiral groove to prevent messy teeth. This problem is very good in the ordinary lathe to solve. But in the CNC car more difficult. Many people use the method shown in Figure (4).
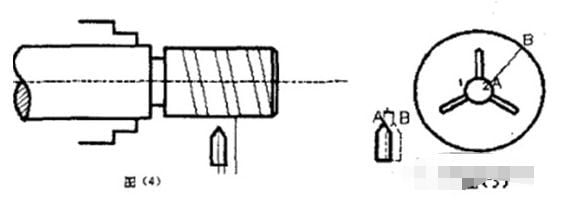
Once the tool is aligned, keep the tool from touching the part and run the thread unmachined program at slow speed. Fix the distance L from the tip of the tool to the spiral groove and then fix the position of the starting point of the thread cutting in the program. Make it offset by one distance L from the original point A to point B. Then repeat the process, changing the distance L. This is repeated until the tip of the tool cuts into the thread groove. This method requires constant adjustment of the distance L. It is very time consuming. In fact, we can solve this problem by modifying the original program slightly. Just change the thread length in the program to about 2m m. The workpiece is clamped. After the tool has been set up, the program is adjusted. Turn a very short and shallow thread. Find the starting position of the thread on the end face, as shown in figure (5).
Assume that the starting position of the thread just turned is at point 2, whereas the original starting position of the thread is at point l. Draw a line AB along point 2 on the chuck, followed by loosening the jaws. Rotate the part from point 1 to point 2 against the marked line AB. If there is axial movement of the workpiece during the rotation, the threading tool must be re-aligned in the z-direction.
Clamp the workpiece and change the length of the thread in the program to the original value. Run the program once to test the cut, see the error and, depending on the error, fine-tune the starting position of the thread cut. As for the threads just cut from point 2, they can be removed by chamfering as they are very short. This method is much quicker and more accurate than the previous one, the key step being to rotate the part exactly from point 1 to point 2.
If there is a small batch of threaded parts to be repaired, we can use the original procedure to make a new thread, find out where the thread starts, draw a line on the chuck to mark it and use the above method to repair it.
3) Repairing large batches of threaded parts
If there are a large number of threaded parts to be repaired. A quick, easy and accurate solution is required.











